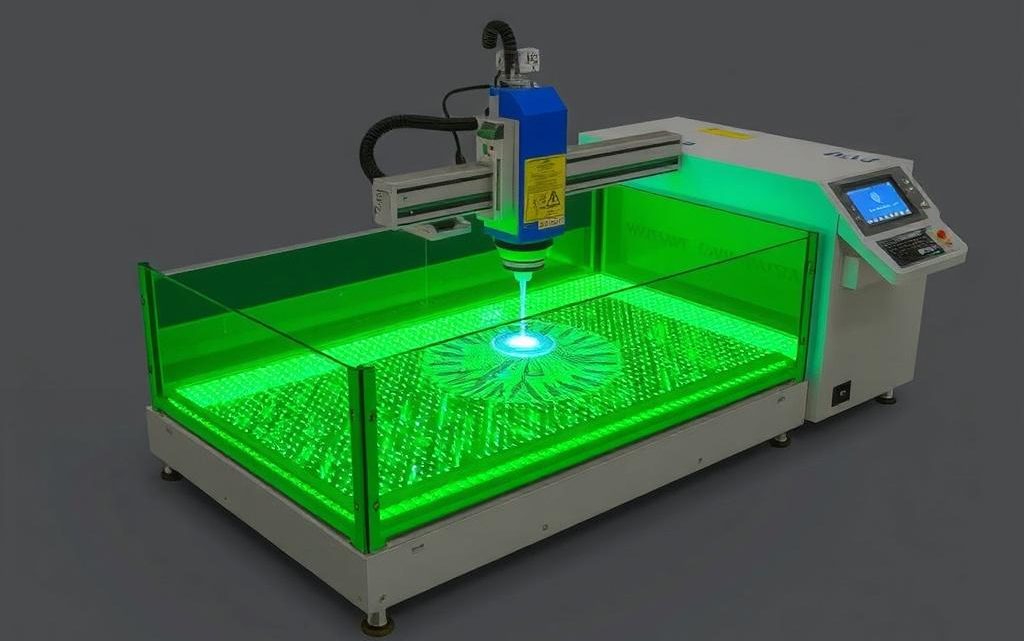
Лазерный эрозионный станок: как он режет материал и почему это может изменить ваше производство
Если вам нужна точность на уровне микронов, аккуратные отверстия в твердых сплавах или быстрое прототипирование сложных форм, российский лазерный станок стоит рассмотреть всерьез. Это не просто еще один инструмент в цеху. Правильно настроенный лазерный процесс меняет подход к обработке металлов, керамики и полимеров — сокращает этапы, уменьшает механическую нагрузку и открывает новые геометрии. В этой статье я расскажу о принципах работы, ключевых компонентах, настройках, плюсах и подводных камнях — и дам практические советы, на что обратить внимание при выборе и эксплуатации.
Что такое лазерная эрозия и чем она отличается от обычной лазерной резки
Лазерная эрозия — это удаление материала за счет локальной абляции под действием импульсного или сверхкороткого лазерного излучения. В отличие от контактных методов, где режущий инструмент стирает и деформирует, лазер испаряет или вырывает атомы из поверхности, оставляя чистые контуры и минимальную механическую деформацию. В отличие от непрерывной лазерной резки, здесь обычно используются импульсные режимы — от наносекунд до фемтосекунд — чтобы контролировать тепловой вклад и минимизировать зону термического влияния.
Проще говоря, обычная лазерная резка ориентирована на толщие детали и скорость, лазерная эрозия — на точность, микрогеометрию и обработку твердых материалов без механического контакта.
Как это работает: физика процесса
Импульс и абляция
Когда лазерный импульс попадает в материал, энергия концентрируется в очень малом объеме. Если плотность энергии (флюенс) превышает порог, начинается абляция — мгновенное испарение или плазменное удаление вещества. Длительность импульса решает, как тепло распределяется: длинные импульсы — наносекундные — дают больше теплового влияния, короткие — пикосекундные и фемтосекундные — обеспечивают «охлаждаемую» абляцию без заметного нагрева прилегающих зон.
Важные параметры
- Длительность импульса — наносекунды, пикосекунды, фемтосекунды.
- Частота повторения импульсов — определяет скорость материала.
- Флюенс (энергия на единицу площади) — критична для начала абляции.
- Фокусное расстояние и размер пятна — задают разрешение и ширину канала.
- Сканирование и перекрытие импульсов — влияют на равномерность и шероховатость.
Основные компоненты лазерного эрозионного станка
Станок — это не только лазер. Это система, в которой каждый компонент влияет на результат. Ниже перечислены ключевые элементы и их роль.
- Лазерный генератор: волновая длина и режим импульсов определяют доступные материалы и качество обработки.
- Оптическая система: зеркала, объективы, сканеры обеспечивают доставку и фокусировку луча.
- Система позиционирования: станки с высокоточной линейной или роторной системой позволяют добиваться микронной точности.
- Система управления (ЧПУ): программирование траекторий, синхронизация импульсов, управление скоростью и перекрытием.
- Вытяжка и фильтрация: абляция создает пары и мелкие частицы — необходима эффективная очистка воздуха.
- Безопасность: кожух, блокировки, системы остановки — класс 4 лазеров требует строгих мер.
Таблица: сравнение режимов импульсной обработки
| Режим | Длительность импульса | Основные преимущества | Ограничения |
|---|---|---|---|
| Наносекундный (ns) | 10^-9 сек | Доступность, хорош для сверления и резки толстых материалов | Широкая зона термического влияния, больше нагара |
| Пикосекундный (ps) | 10^-12 сек | Меньше тепловой деформации, точная обработка | Дороже, требовательнее к оптике |
| Фемтосекундный (fs) | 10^-15 сек | Минимальная зона влияния, высокая точность, чистая поверхность | Самая высокая стоимость, сложное обслуживание |
Материалы и типичные области применения
Лазерная эрозия подходит для очень разных материалов: закаленные инструментальные стали, твердосплавы, керамика, стекло, композиты, тонкие металлизированные пленки и полимеры. Там, где механический инструмент ломается или оставляет большие деформации, лазер часто выигрывает.
- Формообразование и матрицы: изготовление тонких каналов, сложных канализаций, прототипов штампов.
- Микросверление форсунок и распылителей: предсказуемые отверстия диаметром от нескольких сотен микрон до микронного уровня.
- Медицинские устройства: микроинструменты, импланты, точечные надрезы без термического повреждения.
- Электроника и микроэлектромеханика: удаление материала на тонких слоях, создание микрорельефа.
- Аэрокосмическая и автомобильная промышленность: обработка жаропрочных сплавов и керамики.
Преимущества и ограничения в сравнении с другими методами
| Критерий | Лазерная эрозия | Электроэрозионная обработка (ЭЭМ) | Механическая обработка |
|---|---|---|---|
| Точность | Очень высокая при fs/ps | Высокая, особенно для сложных форм | Ограничена износом инструмента |
| Зона термического влияния | Зависит от режима — минимальна у fs | Есть зона переплавления и сколов | Механические напряжения, остаточная деформация |
| Материалы | Широкий спектр, включая неметаллы | Только проводящие материалы | Широко, но проблемы с очень твердыми материалами |
| Производительность | Высокая для прототипов и мелкосерийного производства | Медленный процесс для больших объемов | Высокая на штучных операциях, но износ инструмента |
Практические советы: как настроить процесс и чего избегать
Настройка лазерной эрозии требует внимания к деталям. Вот список рекомендаций, которые экономят время и снижают брак.
- Подберите режим по материалу: для хрупких или покрытых материалов сначала тестируйте picosec/fs режимы на образцах.
- Контролируйте флюенс — лучше начать с чуть меньшей энергии и постепенно повышать до стабильной абляции без образования шлака.
- Оптимизируйте перекрытие импульсов: слишком большая перекрытия увеличит нагрев, слишком маленькая — оставит неровности.
- Используйте подходящую защитную газовую среду — у некоторых сплавов азот или аргон уменьшают окисление.
- Не пренебрегайте удалением дыма и микрочастиц — они влияют на стабильность луча и качество поверхности.
- Регулярно проверяйте и чистите оптику — даже мелкая пыль изменит характеристики фокуса.
Безопасность, экология и эксплуатация
Лазерные станки работают с опасным излучением и продуктами абляции, поэтому правила безопасности обязательны. Помещение должно быть оборудовано вытяжкой с фильтрацией частиц и газов, присутствие персонала без защитных очков класса, соответствующего длине волны лазера, недопустимо. Также важно следить за системами охлаждения лазера — перегрев может быстро вывести источник из строя.
С точки зрения экологии, при обработке выделяются мелкие частицы и летучие соединения, особенно при обработке полимеров и покрытий. Фильтры и скрубберы снижают выбросы и защищают здоровье сотрудников.
Что учитывать при покупке станка
При выборе станка обращайте внимание не только на мощность лазера. Ниже — чеклист ключевых пунктов, которые реально влияют на производительность и итоговый результат.
- Тип лазера и режимы импульсов — нужны ли вам fs/ps или хватит ns?
- Точность механики и стабильность ЧПУ — микронная повторяемость важна для серийных деталей.
- Система отвода и фильтрации — встроенная или нужно докупать отдельно.
- Поддержка и обслуживание производителя — доступность запасных частей и сервис.
- Интеграция с производственными линиями — наличие стандартных интерфейсов и ПО для CAM.
- Стоимость владения — потребление энергии, расходные материалы, обучение персонала.
Заключение
Лазерный эрозионный станок — мощный инструмент для тех, кто ценит точность и гибкость в обработке материалов. Он особенно полезен там, где механические методы не справляются: тонкие стенки, хрупкие материалы, микрогеометрия. Правильно выбранный режим и грамотная отладка дают чистые детали с минимальной зоной теплового влияния. Но не забывайте про стоимость — и самого оборудования, и его эксплуатации: вентиляцию, защиту, квалификацию персонала. Если вы готовите производство к мелкосерийному выпуску сложных деталей или хотите ускорить разработку прототипов без риска деформаций, лазерная эрозия может стать тем самым инструментом, который изменит подход к обработке. Начните с тестов на реальных образцах и учитывайте рекомендации по параметрам — это сбережет вам время и уменьшит браки.
Похожие записи:
 Термореле для холодильника: как это устройство может изменить ваше представление о зимнем хранении продуктов
Термореле для холодильника: как это устройство может изменить ваше представление о зимнем хранении продуктов
 Таблички на дверь: как маленькая деталь может изменить вашу жизнь
Таблички на дверь: как маленькая деталь может изменить вашу жизнь
 Идеальные размеры душевой кабины: как плитка может изменить ваш душевой опыт
Идеальные размеры душевой кабины: как плитка может изменить ваш душевой опыт
 Как понять, что «болит» печень и почему это может происходить
Как понять, что «болит» печень и почему это может происходить